Programmable logic controller Repair hubungi www.centralinvertech.com

Siemens Simatic S7-400 sistem pada rak, kiri-ke-kanan: power supply Unit PS407 4A, CPU 416-3, antarmuka modul IM 460-0 dan komunikasi prosesor CP 443-1.
Sebuah programmable logic controller (PLC) atau pengontrol yang dapat diprogram adalah komputer digital yang digunakan untuk otomatisasi proses elektromekanis, seperti kontrol mesin di jalur perakitan pabrik, wahana hiburan, atau lampu. PLC digunakan di banyak industri dan mesin. Tidak seperti komputer untuk keperluan umum, PLC dirancang untuk beberapa masukan dan keluaran perjanjian, suhu berkisar diperpanjang, kekebalan terhadap gangguan listrik, dan ketahanan terhadap getaran dan dampak. Program untuk mengendalikan operasi komputer biasanya disimpan dalam baterai yang didukung-up atau non-volatile memori. Sebuah PLC adalah contoh dari sistem waktu yang sulit nyata karena hasil output yang dihasilkan harus dalam menanggapi masukan dalam kondisi waktu yang terbatas, operasi jika tidak akan menghasilkan.
Isi [hide]
1 Sejarah
2 Pembangunan
2.1 Pemrograman
3 Fungsi
3.1 Relay Programmable Logic (PLR)
4 PLC topik
4.1 Fitur
4,2 Pindai waktu
4.3 Sistem skala
4.4 User interface
4,5 Komunikasi
4,6 Pemrograman
5 PLC dibandingkan dengan sistem kontrol lainnya
6 Digital dan analog sinyal
6.1 Contoh
7 Lihat juga
8 Referensi
9 Bacaan lebih lanjut
10 Pranala luar
[Sunting] Sejarah
Sebelum logika interlock PLC, kontrol, pengurutan, dan keselamatan untuk mobil manufaktur telah dicapai dengan menggunakan ratusan atau ribuan relay, timer cam, sequencer drum, dan berdedikasi pengendali loop tertutup. Proses untuk memperbarui fasilitas untuk tahunan model perubahan-over ini sangat memakan waktu dan mahal, seperti listrik yang diperlukan untuk secara individual masing-masing relay rewire dan setiap.
Komputer digital, karena tujuan umum perangkat diprogram, segera diterapkan untuk mengendalikan proses industri. Awal komputer yang dibutuhkan programmer spesialis, dan kontrol operasi ketat lingkungan untuk suhu, kebersihan, dan kualitas daya. Menggunakan komputer tujuan umum untuk kontrol proses diperlukan melindungi komputer dari kondisi tanaman lantai. Sebuah komputer kontrol industri akan memiliki beberapa atribut: itu akan mentolerir lingkungan toko-lantai, akan mendukung diskrit (bit-bentuk) input dan output dengan cara yang mudah extensible, tidak akan memerlukan tahun pelatihan untuk menggunakan, dan itu akan mengizinkan operasi yang akan dimonitor. Waktu respon dari setiap sistem komputer harus cukup cepat untuk menjadi berguna untuk kontrol,. Kecepatan yang dibutuhkan bervariasi sesuai dengan sifat dari proses [1]
Pada tahun 1968 GM Hydramatic (transmisi otomatis pembagian General Motors) mengeluarkan permintaan proposal untuk pengganti elektronik untuk terprogram sistem estafet. Proposal pemenang berasal dari Bedford Associates dari Bedford, Massachusetts. PLC pertama, ditujukan pada 084 karena itu delapan puluh empat proyek Bedford Associates ', adalah hasilnya [2] Bedford Associates memulai sebuah perusahaan baru yang didedikasikan untuk pengembangan, manufaktur, penjualan, dan melayani produk baru ini:. Modicon, yang berdiri untuk Modular Digital Controller. Salah satu dari orang-orang yang bekerja pada proyek yang telah Dick Morley, yang dianggap sebagai "bapak" dari PLC. [3] merek yang telah terjual pada 1977 untuk Gould Elektronik, dan kemudian diakuisisi oleh perusahaan Jerman AEG dan kemudian oleh Perancis Schneider Electric, pemilik saat ini.
Salah satu model pertama 084 dibangun sekarang dipajang di markas Modicon di North Andover, Massachusetts. Itu disampaikan ke Modicon oleh GM, apabila unit telah pensiun setelah hampir dua puluh tahun tanpa gangguan layanan. Modicon menggunakan moniker 84 pada akhir dari berbagai produk hingga 984 dibuat dengan tampilan.
Industri otomotif masih salah satu pengguna terbesar PLC.
[Sunting] Pengembangan
Komputer digital, karena tujuan umum perangkat diprogram, segera diterapkan untuk mengendalikan proses industri. Awal komputer yang dibutuhkan programmer spesialis, dan kontrol operasi ketat lingkungan untuk suhu, kebersihan, dan kualitas daya. Menggunakan komputer tujuan umum untuk kontrol proses diperlukan melindungi komputer dari kondisi tanaman lantai. Sebuah komputer kontrol industri akan memiliki beberapa atribut: itu akan mentolerir lingkungan toko-lantai, akan mendukung diskrit (bit-bentuk) input dan output dengan cara yang mudah extensible, tidak akan memerlukan tahun pelatihan untuk menggunakan, dan itu akan mengizinkan operasi yang akan dimonitor. Waktu respon dari setiap sistem komputer harus cukup cepat untuk menjadi berguna untuk kontrol,. Kecepatan yang dibutuhkan bervariasi sesuai dengan sifat dari proses [1]
Pada tahun 1968 GM Hydramatic (transmisi otomatis pembagian General Motors) mengeluarkan permintaan proposal untuk pengganti elektronik untuk terprogram sistem estafet. Proposal pemenang berasal dari Bedford Associates dari Bedford, Massachusetts. PLC pertama, ditujukan pada 084 karena itu delapan puluh empat proyek Bedford Associates ', adalah hasilnya [2] Bedford Associates memulai sebuah perusahaan baru yang didedikasikan untuk pengembangan, manufaktur, penjualan, dan melayani produk baru ini:. Modicon, yang berdiri untuk Modular Digital Controller. Salah satu dari orang-orang yang bekerja pada proyek yang telah Dick Morley, yang dianggap sebagai "bapak" dari PLC. [3] merek yang telah terjual pada 1977 untuk Gould Elektronik, dan kemudian diakuisisi oleh perusahaan Jerman AEG dan kemudian oleh Perancis Schneider Electric, pemilik saat ini.
Salah satu model pertama 084 dibangun sekarang dipajang di markas Modicon di North Andover, Massachusetts. Itu disampaikan ke Modicon oleh GM, apabila unit telah pensiun setelah hampir dua puluh tahun tanpa gangguan layanan. Modicon menggunakan moniker 84 pada akhir dari berbagai produk hingga 984 dibuat dengan tampilan.
Industri otomotif masih salah satu pengguna terbesar PLC.
[Sunting] Pengembangan
PLCs awal dirancang untuk menggantikan sistem relay logika. Ini telah diprogram dalam "logika tangga", yang sangat mirip dengan skema diagram logika relay. Notasi program ini telah dipilih untuk mengurangi kebutuhan untuk pelatihan teknisi yang ada. Lainnya awal PLCs digunakan satu bentuk daftar instruksi pemrograman, berdasarkan logika solver berbasis stack.
PLCs modern dapat diprogram dalam berbagai cara, dari tangga logika relay diturunkan dengan bahasa pemrograman seperti dialek khusus disesuaikan BASIC dan C. Cara lain adalah Negara Logic, bahasa pemrograman tingkat tinggi yang dirancang untuk PLC program berdasarkan diagram keadaan transisi.
PLCs awal banyak yang tidak memiliki terminal yang menyertai program yang mampu representasi grafis dari logika, sehingga logika itu bukan direpresentasikan sebagai serangkaian ekspresi logika dalam beberapa versi format Boolean, mirip dengan aljabar Boolean. Sebagai terminal pemrograman berkembang, menjadi lebih umum untuk logika tangga yang akan digunakan, untuk alasan tersebut dan karena itu adalah format akrab digunakan untuk panel kontrol elektromekanis. Format baru seperti Logika Negara dan Blok Fungsi (yang mirip dengan logika cara digambarkan ketika menggunakan logika sirkuit digital terpadu) ada, tetapi mereka masih tidak sepopuler logika tangga. Alasan utama untuk ini adalah bahwa PLC memecahkan logika dalam urutan diprediksi dan mengulangi, dan logika tangga memungkinkan programmer (orang yang menulis logika) untuk melihat masalah apapun dengan waktu dari urutan logika lebih mudah daripada yang mungkin di lain format.
[Sunting] Pemrograman
PLC awal, sampai dengan pertengahan 1980-an, telah diprogram dengan milik pemrograman panel atau tujuan khusus program terminal, yang sering mempunyai fungsi tombol khusus yang mewakili berbagai elemen logis dari program PLC [2] Program. Disimpan di kaset. Fasilitas untuk pencetakan dan dokumentasi yang minim karena kurangnya kapasitas memori. Para PLC sangat lama yang digunakan non-volatile memori inti magnetik.
Baru-baru ini, PLC diprogram dengan menggunakan perangkat lunak aplikasi pada komputer pribadi. Komputer terhubung ke PLC melalui Ethernet, RS-232, RS-485 atau RS-422 kabel. Perangkat lunak pemrograman memungkinkan masuk dan mengedit logika tangga-gaya. Umumnya perangkat lunak menyediakan fungsi untuk debugging dan pemecahan masalah perangkat lunak PLC, misalnya, dengan menggarisbawahi bagian dari logika untuk menunjukkan status saat ini selama operasi atau melalui simulasi. Perangkat lunak ini akan meng-upload dan men-download program PLC, untuk tujuan backup dan restorasi. Dalam beberapa model pengontrol yang dapat diprogram, program ini ditransfer dari komputer pribadi ke PLC melalui papan pemrograman yang menulis program ke dalam sebuah chip dilepas seperti EEPROM atau EPROM.
[Sunting] Fungsi
PLCs modern dapat diprogram dalam berbagai cara, dari tangga logika relay diturunkan dengan bahasa pemrograman seperti dialek khusus disesuaikan BASIC dan C. Cara lain adalah Negara Logic, bahasa pemrograman tingkat tinggi yang dirancang untuk PLC program berdasarkan diagram keadaan transisi.
PLCs awal banyak yang tidak memiliki terminal yang menyertai program yang mampu representasi grafis dari logika, sehingga logika itu bukan direpresentasikan sebagai serangkaian ekspresi logika dalam beberapa versi format Boolean, mirip dengan aljabar Boolean. Sebagai terminal pemrograman berkembang, menjadi lebih umum untuk logika tangga yang akan digunakan, untuk alasan tersebut dan karena itu adalah format akrab digunakan untuk panel kontrol elektromekanis. Format baru seperti Logika Negara dan Blok Fungsi (yang mirip dengan logika cara digambarkan ketika menggunakan logika sirkuit digital terpadu) ada, tetapi mereka masih tidak sepopuler logika tangga. Alasan utama untuk ini adalah bahwa PLC memecahkan logika dalam urutan diprediksi dan mengulangi, dan logika tangga memungkinkan programmer (orang yang menulis logika) untuk melihat masalah apapun dengan waktu dari urutan logika lebih mudah daripada yang mungkin di lain format.
[Sunting] Pemrograman
PLC awal, sampai dengan pertengahan 1980-an, telah diprogram dengan milik pemrograman panel atau tujuan khusus program terminal, yang sering mempunyai fungsi tombol khusus yang mewakili berbagai elemen logis dari program PLC [2] Program. Disimpan di kaset. Fasilitas untuk pencetakan dan dokumentasi yang minim karena kurangnya kapasitas memori. Para PLC sangat lama yang digunakan non-volatile memori inti magnetik.
Baru-baru ini, PLC diprogram dengan menggunakan perangkat lunak aplikasi pada komputer pribadi. Komputer terhubung ke PLC melalui Ethernet, RS-232, RS-485 atau RS-422 kabel. Perangkat lunak pemrograman memungkinkan masuk dan mengedit logika tangga-gaya. Umumnya perangkat lunak menyediakan fungsi untuk debugging dan pemecahan masalah perangkat lunak PLC, misalnya, dengan menggarisbawahi bagian dari logika untuk menunjukkan status saat ini selama operasi atau melalui simulasi. Perangkat lunak ini akan meng-upload dan men-download program PLC, untuk tujuan backup dan restorasi. Dalam beberapa model pengontrol yang dapat diprogram, program ini ditransfer dari komputer pribadi ke PLC melalui papan pemrograman yang menulis program ke dalam sebuah chip dilepas seperti EEPROM atau EPROM.
[Sunting] Fungsi
Fungsi PLC yang telah berkembang selama bertahun-tahun untuk menyertakan berurut relay kontrol, kontrol gerakan, kontrol proses, sistem kontrol terdistribusi dan jaringan. Penanganan data, penyimpanan, pengolahan daya dan kemampuan komunikasi modern beberapa PLCs adalah kira-kira setara dengan komputer desktop. PLC-seperti pemrograman dikombinasikan dengan remote I / O hardware, memungkinkan komputer desktop untuk keperluan umum tumpang tindih beberapa PLC dalam aplikasi tertentu. Mengenai kepraktisan ini pengendali komputer logika berbasis desktop, penting untuk dicatat bahwa mereka belum berlaku umum di industri berat karena komputer desktop berjalan pada sistem operasi kurang stabil dibandingkan PLC, dan karena perangkat keras komputer desktop biasanya tidak dirancang ke tingkat yang sama toleransi terhadap suhu, kelembaban, getaran, dan umur panjang sebagai prosesor yang digunakan dalam PLC. Selain keterbatasan hardware logika berbasis desktop, sistem operasi seperti Windows tidak meminjamkan diri untuk pelaksanaan logika deterministik, dengan hasil bahwa logika tidak selalu menanggapi perubahan keadaan logika atau status input dengan konsistensi ekstrim dalam waktu sebagai diharapkan dari PLC. Namun, aplikasi desktop seperti logika menemukan digunakan dalam situasi yang kurang kritis, seperti otomatisasi laboratorium dan digunakan dalam fasilitas kecil di mana aplikasi tidak terlalu menuntut dan kritis, karena mereka umumnya jauh lebih murah daripada PLC.
[Sunting] Relay Programmable Logic (PLR)
Dalam tahun-tahun terakhir, produk kecil yang disebut PLRs (relay programmable logic), dan juga oleh nama yang mirip, telah menjadi lebih umum dan diterima. Ini sangat mirip PLC, dan digunakan dalam industri ringan di mana hanya beberapa poin dari I / O (yaitu beberapa sinyal yang datang dari dunia nyata dan beberapa akan keluar) yang terlibat, dan biaya rendah yang diinginkan. Perangkat kecil biasanya dibuat dalam ukuran fisik yang umum dan bentuk oleh beberapa produsen, dan bermerek oleh pembuat PLC yang lebih besar untuk mengisi low end berbagai produk. Nama populer meliputi Pengendali PICO, NANO PLC, dan nama lain yang menyiratkan pengendali sangat kecil. Sebagian besar memiliki antara 8 dan 12 input digital, 4 dan 8 output digital, dan sampai 2 input analog. Ukuran biasanya sekitar 4 "lebar, 3" tinggi, dan 3 "yang mendalam. Perangkat tersebut Kebanyakan termasuk perangko layar kecil berukuran LCD untuk melihat logika tangga disederhanakan (hanya sebagian sangat kecil dari program yang terlihat pada waktu tertentu) dan status I / O poin, dan biasanya layar ini disertai dengan 4-arah rocker tombol push-ditambah empat lagi push-tombol yang terpisah, mirip dengan tombol kunci pada kontrol VCR jarak jauh, dan digunakan untuk menavigasi dan mengedit logika. Kebanyakan memiliki steker kecil untuk menghubungkan melalui RS-232 atau RS-485 ke komputer pribadi sehingga programmer dapat menggunakan aplikasi sederhana Windows untuk pemrograman bukannya terpaksa menggunakan LCD kecil dan push-tombol ditetapkan untuk tujuan ini. Tidak seperti biasa PLC yang biasanya modular dan sangat diperluas, yang PLRs biasanya tidak modular atau diperluas, tapi harga mereka dapat dua lipat kurang dari PLC dan mereka masih menawarkan desain yang kuat dan pelaksanaan deterministik dari logika.
[Sunting] PLC topik
[Sunting] Relay Programmable Logic (PLR)
Dalam tahun-tahun terakhir, produk kecil yang disebut PLRs (relay programmable logic), dan juga oleh nama yang mirip, telah menjadi lebih umum dan diterima. Ini sangat mirip PLC, dan digunakan dalam industri ringan di mana hanya beberapa poin dari I / O (yaitu beberapa sinyal yang datang dari dunia nyata dan beberapa akan keluar) yang terlibat, dan biaya rendah yang diinginkan. Perangkat kecil biasanya dibuat dalam ukuran fisik yang umum dan bentuk oleh beberapa produsen, dan bermerek oleh pembuat PLC yang lebih besar untuk mengisi low end berbagai produk. Nama populer meliputi Pengendali PICO, NANO PLC, dan nama lain yang menyiratkan pengendali sangat kecil. Sebagian besar memiliki antara 8 dan 12 input digital, 4 dan 8 output digital, dan sampai 2 input analog. Ukuran biasanya sekitar 4 "lebar, 3" tinggi, dan 3 "yang mendalam. Perangkat tersebut Kebanyakan termasuk perangko layar kecil berukuran LCD untuk melihat logika tangga disederhanakan (hanya sebagian sangat kecil dari program yang terlihat pada waktu tertentu) dan status I / O poin, dan biasanya layar ini disertai dengan 4-arah rocker tombol push-ditambah empat lagi push-tombol yang terpisah, mirip dengan tombol kunci pada kontrol VCR jarak jauh, dan digunakan untuk menavigasi dan mengedit logika. Kebanyakan memiliki steker kecil untuk menghubungkan melalui RS-232 atau RS-485 ke komputer pribadi sehingga programmer dapat menggunakan aplikasi sederhana Windows untuk pemrograman bukannya terpaksa menggunakan LCD kecil dan push-tombol ditetapkan untuk tujuan ini. Tidak seperti biasa PLC yang biasanya modular dan sangat diperluas, yang PLRs biasanya tidak modular atau diperluas, tapi harga mereka dapat dua lipat kurang dari PLC dan mereka masih menawarkan desain yang kuat dan pelaksanaan deterministik dari logika.
[Sunting] PLC topik
[Sunting] Fitur
Dengan PLC (abu-abu elemen di tengah). Unit ini terdiri dari unsur-unsur yang terpisah, dari kiri ke kanan, power supply, controller, unit relay untuk di-dan output
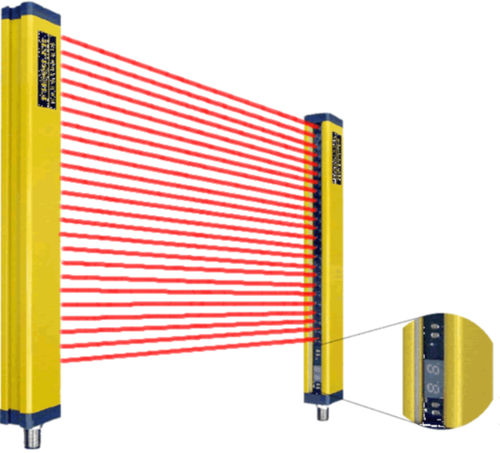
Perbedaan utama dari komputer lain adalah bahwa PLC lapis baja untuk kondisi parah (seperti debu, kelembaban panas,, dingin) dan memiliki fasilitas untuk input yang luas / output (I / O) pengaturan. Ini menghubungkan PLC ke sensor dan aktuator. PLC membaca limit switch, variabel proses analog (seperti suhu dan tekanan), dan posisi posisi sistem yang kompleks. Menggunakan beberapa mesin visi [4] Di sisi aktuator, PLC mengoperasikan motor listrik, pneumatik atau hidrolik silinder, magnetis relay, solenoida, atau output analog.. Input / output pengaturan dapat dibangun menjadi sederhana PLC, PLC atau mungkin eksternal I / O modul melekat pada sebuah jaringan komputer yang dihubungkan ke PLC.
[Sunting] Pindai waktu
Sebuah program PLC umumnya dilakukan berulang kali selama sistem dikendalikan berjalan. Status poin masukan fisik disalin ke daerah memori dapat diakses oleh prosesor, kadang-kadang disebut "I / O Tabel Gambar". Program ini kemudian jalankan dari instruksi pertama dibunyikan ke anak tangga terakhir. Butuh beberapa waktu untuk prosesor dari PLC untuk mengevaluasi semua anak tangga dan memperbarui tabel gambar I / O dengan status output [5]. Ini waktu scan mungkin beberapa milidetik untuk program kecil atau pada prosesor yang cepat, namun PLCs tua menjalankan program yang sangat besar bisa memakan waktu lebih lama (katakanlah, hingga 100 ms) untuk mengeksekusi program. Jika waktu scan terlalu panjang, respon dari PLC untuk kondisi proses akan terlalu lambat untuk menjadi berguna.
Sebagai PLCs menjadi lebih maju, metode dikembangkan untuk mengubah urutan eksekusi tangga, dan subrutin diterapkan [6] Ini disederhanakan pemrograman dan juga dapat digunakan untuk menghemat waktu memindai kecepatan tinggi proses;. Misalnya, bagian dari program digunakan hanya untuk menyiapkan mesin dapat dipisahkan dari bagian-bagian yang diperlukan untuk beroperasi pada kecepatan yang lebih tinggi.
Tujuan khusus I / O modul, seperti modul timer atau modul counter, dapat digunakan di mana waktu scan dari prosesor terlalu lama untuk andal menjemput, misalnya, menghitung pulsa dan menafsirkan quadrature dari encoder poros. PLC relatif lambat masih bisa menafsirkan nilai-nilai dihitung untuk mengendalikan mesin, tetapi akumulasi dari pulsa dilakukan oleh modul khusus yang tidak terpengaruh oleh kecepatan eksekusi program.
[Sunting] Sistem skala
Sebuah PLC kecil akan memiliki jumlah tetap koneksi yang dibangun untuk input dan output. Biasanya, expansions tersedia jika model dasar memiliki cukup I / O.
PLC modular memiliki chassis (juga disebut rak) yang ditempatkan ke dalam modul dengan fungsi yang berbeda. Prosesor dan pemilihan modul I / O yang disesuaikan untuk aplikasi tertentu. Rak beberapa dapat diberikan oleh prosesor tunggal, dan mungkin memiliki ribuan input dan output. Khusus kecepatan tinggi serial I / O link digunakan sehingga dapat didistribusikan racks jauh dari prosesor, kabel mengurangi biaya besar untuk tanaman.
[Sunting] Antarmuka pengguna
Lihat juga: User interface dan Daftar manusia-komputer interaksi topik
PLC mungkin perlu berinteraksi dengan orang-orang untuk tujuan pelaporan konfigurasi, alarm atau kontrol sehari-hari. Sebuah antarmuka manusia-mesin (HMI) digunakan untuk tujuan ini. HMIs juga disebut sebagai manusia-mesin interface (MMIS) dan antarmuka pengguna grafis (GUI). Sebuah sistem yang sederhana dan dapat menggunakan tombol lampu untuk berinteraksi dengan pengguna. Menampilkan teks tersedia serta grafis layar sentuh. Lebih kompleks sistem menggunakan pemrograman dan pemantauan perangkat lunak yang diinstal pada komputer, dengan PLC terhubung melalui antarmuka komunikasi.
[Sunting] Komunikasi
PLC telah dibangun di port komunikasi, biasanya 9-pin RS-232, tapi opsional EIA-485 atau Ethernet. Modbus, BACnet atau DF1 biasanya dimasukkan sebagai salah satu protokol komunikasi. Pilihan lain termasuk berbagai fieldbuses seperti DeviceNet atau Profibus. Lain komunikasi protokol yang dapat digunakan tercantum dalam Daftar otomatisasi protokol.
Sebagian besar PLC modern dapat berkomunikasi melalui jaringan untuk beberapa sistem lainnya, seperti komputer menjalankan SCADA (Supervisory Control And Data Acquisition) sistem atau web browser.
PLC digunakan dalam sistem I / O yang lebih besar mungkin memiliki peer-to-peer (P2P) komunikasi antara prosesor. Hal ini memungkinkan bagian-bagian terpisah dari proses yang rumit untuk memiliki kontrol individu sementara mengizinkan subsystems untuk koordinasi melalui komunikasi. Link-link komunikasi ini juga sering digunakan untuk HMI perangkat seperti keypads atau PC-jenis workstation.
[Sunting] Pemrograman
PLC program biasanya ditulis dalam aplikasi khusus di komputer pribadi, kemudian didownload oleh kabel langsung-koneksi atau melalui jaringan ke PLC. Program ini disimpan dalam PLC baik dalam baterai yang didukung-up RAM atau beberapa memori non-volatile flash lainnya. Seringkali, sebuah PLC tunggal dapat diprogram untuk menggantikan ribuan relay. [7]
Berdasarkan standar IEC 61131-3, PLC dapat diprogram dengan menggunakan standar berbasis bahasa pemrograman. Sebuah notasi pemrograman grafis yang disebut berurut Fungsi Charts tersedia pada beberapa Programmable pengendali. Awalnya paling PLC Ladder Diagram Logic digunakan Pemrograman, model yang ditiru perangkat panel kontrol elektromekanis (seperti kontak dan gulungan relay) yang PLC diganti. Model ini masih umum hari ini.
IEC 61131-3 saat ini mendefinisikan lima bahasa pemrograman untuk sistem kontrol Programmable: fungsi blok diagram (FBD), diagram tangga (LD), teks terstruktur (ST, mirip dengan bahasa pemrograman Pascal), daftar instruksi (IL, mirip dengan bahasa assembly) dan fungsi grafik sekuensial (SFC) [8]. Teknik ini menekankan logis dari operasi organisasi. [7]
Sementara konsep dasar pemrograman PLC yang umum untuk semua produsen, perbedaan I / O menangani, organisasi memori dan instruksi set berarti bahwa program PLC tidak pernah sempurna yg dpt berbeda antara keputusan. Bahkan dalam lini produk yang sama dari produsen tunggal, model yang berbeda mungkin tidak langsung kompatibel.
[Sunting] PLC dibandingkan dengan sistem kontrol lainnya
Dengan PLC (abu-abu elemen di tengah). Unit ini terdiri dari unsur-unsur yang terpisah, dari kiri ke kanan, power supply, controller, unit relay untuk di-dan output
Perbedaan utama dari komputer lain adalah bahwa PLC lapis baja untuk kondisi parah (seperti debu, kelembaban panas,, dingin) dan memiliki fasilitas untuk input yang luas / output (I / O) pengaturan. Ini menghubungkan PLC ke sensor dan aktuator. PLC membaca limit switch, variabel proses analog (seperti suhu dan tekanan), dan posisi posisi sistem yang kompleks. Menggunakan beberapa mesin visi [4] Di sisi aktuator, PLC mengoperasikan motor listrik, pneumatik atau hidrolik silinder, magnetis relay, solenoida, atau output analog.. Input / output pengaturan dapat dibangun menjadi sederhana PLC, PLC atau mungkin eksternal I / O modul melekat pada sebuah jaringan komputer yang dihubungkan ke PLC.
[Sunting] Pindai waktu
Sebuah program PLC umumnya dilakukan berulang kali selama sistem dikendalikan berjalan. Status poin masukan fisik disalin ke daerah memori dapat diakses oleh prosesor, kadang-kadang disebut "I / O Tabel Gambar". Program ini kemudian jalankan dari instruksi pertama dibunyikan ke anak tangga terakhir. Butuh beberapa waktu untuk prosesor dari PLC untuk mengevaluasi semua anak tangga dan memperbarui tabel gambar I / O dengan status output [5]. Ini waktu scan mungkin beberapa milidetik untuk program kecil atau pada prosesor yang cepat, namun PLCs tua menjalankan program yang sangat besar bisa memakan waktu lebih lama (katakanlah, hingga 100 ms) untuk mengeksekusi program. Jika waktu scan terlalu panjang, respon dari PLC untuk kondisi proses akan terlalu lambat untuk menjadi berguna.
Sebagai PLCs menjadi lebih maju, metode dikembangkan untuk mengubah urutan eksekusi tangga, dan subrutin diterapkan [6] Ini disederhanakan pemrograman dan juga dapat digunakan untuk menghemat waktu memindai kecepatan tinggi proses;. Misalnya, bagian dari program digunakan hanya untuk menyiapkan mesin dapat dipisahkan dari bagian-bagian yang diperlukan untuk beroperasi pada kecepatan yang lebih tinggi.
Tujuan khusus I / O modul, seperti modul timer atau modul counter, dapat digunakan di mana waktu scan dari prosesor terlalu lama untuk andal menjemput, misalnya, menghitung pulsa dan menafsirkan quadrature dari encoder poros. PLC relatif lambat masih bisa menafsirkan nilai-nilai dihitung untuk mengendalikan mesin, tetapi akumulasi dari pulsa dilakukan oleh modul khusus yang tidak terpengaruh oleh kecepatan eksekusi program.
[Sunting] Sistem skala
Sebuah PLC kecil akan memiliki jumlah tetap koneksi yang dibangun untuk input dan output. Biasanya, expansions tersedia jika model dasar memiliki cukup I / O.
PLC modular memiliki chassis (juga disebut rak) yang ditempatkan ke dalam modul dengan fungsi yang berbeda. Prosesor dan pemilihan modul I / O yang disesuaikan untuk aplikasi tertentu. Rak beberapa dapat diberikan oleh prosesor tunggal, dan mungkin memiliki ribuan input dan output. Khusus kecepatan tinggi serial I / O link digunakan sehingga dapat didistribusikan racks jauh dari prosesor, kabel mengurangi biaya besar untuk tanaman.
[Sunting] Antarmuka pengguna
Lihat juga: User interface dan Daftar manusia-komputer interaksi topik
PLC mungkin perlu berinteraksi dengan orang-orang untuk tujuan pelaporan konfigurasi, alarm atau kontrol sehari-hari. Sebuah antarmuka manusia-mesin (HMI) digunakan untuk tujuan ini. HMIs juga disebut sebagai manusia-mesin interface (MMIS) dan antarmuka pengguna grafis (GUI). Sebuah sistem yang sederhana dan dapat menggunakan tombol lampu untuk berinteraksi dengan pengguna. Menampilkan teks tersedia serta grafis layar sentuh. Lebih kompleks sistem menggunakan pemrograman dan pemantauan perangkat lunak yang diinstal pada komputer, dengan PLC terhubung melalui antarmuka komunikasi.
[Sunting] Komunikasi
PLC telah dibangun di port komunikasi, biasanya 9-pin RS-232, tapi opsional EIA-485 atau Ethernet. Modbus, BACnet atau DF1 biasanya dimasukkan sebagai salah satu protokol komunikasi. Pilihan lain termasuk berbagai fieldbuses seperti DeviceNet atau Profibus. Lain komunikasi protokol yang dapat digunakan tercantum dalam Daftar otomatisasi protokol.
Sebagian besar PLC modern dapat berkomunikasi melalui jaringan untuk beberapa sistem lainnya, seperti komputer menjalankan SCADA (Supervisory Control And Data Acquisition) sistem atau web browser.
PLC digunakan dalam sistem I / O yang lebih besar mungkin memiliki peer-to-peer (P2P) komunikasi antara prosesor. Hal ini memungkinkan bagian-bagian terpisah dari proses yang rumit untuk memiliki kontrol individu sementara mengizinkan subsystems untuk koordinasi melalui komunikasi. Link-link komunikasi ini juga sering digunakan untuk HMI perangkat seperti keypads atau PC-jenis workstation.
[Sunting] Pemrograman
PLC program biasanya ditulis dalam aplikasi khusus di komputer pribadi, kemudian didownload oleh kabel langsung-koneksi atau melalui jaringan ke PLC. Program ini disimpan dalam PLC baik dalam baterai yang didukung-up RAM atau beberapa memori non-volatile flash lainnya. Seringkali, sebuah PLC tunggal dapat diprogram untuk menggantikan ribuan relay. [7]
Berdasarkan standar IEC 61131-3, PLC dapat diprogram dengan menggunakan standar berbasis bahasa pemrograman. Sebuah notasi pemrograman grafis yang disebut berurut Fungsi Charts tersedia pada beberapa Programmable pengendali. Awalnya paling PLC Ladder Diagram Logic digunakan Pemrograman, model yang ditiru perangkat panel kontrol elektromekanis (seperti kontak dan gulungan relay) yang PLC diganti. Model ini masih umum hari ini.
IEC 61131-3 saat ini mendefinisikan lima bahasa pemrograman untuk sistem kontrol Programmable: fungsi blok diagram (FBD), diagram tangga (LD), teks terstruktur (ST, mirip dengan bahasa pemrograman Pascal), daftar instruksi (IL, mirip dengan bahasa assembly) dan fungsi grafik sekuensial (SFC) [8]. Teknik ini menekankan logis dari operasi organisasi. [7]
Sementara konsep dasar pemrograman PLC yang umum untuk semua produsen, perbedaan I / O menangani, organisasi memori dan instruksi set berarti bahwa program PLC tidak pernah sempurna yg dpt berbeda antara keputusan. Bahkan dalam lini produk yang sama dari produsen tunggal, model yang berbeda mungkin tidak langsung kompatibel.
[Sunting] PLC dibandingkan dengan sistem kontrol lainnya
Allen-Bradley PLC diinstal di panel kontrol
PLC baik disesuaikan dengan berbagai otomatisasi tugas. Ini biasanya dalam proses industri manufaktur di mana biaya pengembangan dan pemeliharaan sistem otomatisasi relatif tinggi untuk total biaya otomatisasi, dan di mana perubahan pada sistem akan diharapkan operasional selama hidup. Berisi perangkat input dan output yang kompatibel dengan perangkat percontohan industri dan kontrol, desain listrik sedikit yang diperlukan, dan pusat-pusat desain masalah pada menyatakan dikehendaki pada urutan operasi. PLC aplikasi biasanya sistem yang sangat disesuaikan, sehingga biaya sebuah paket PLC rendah dibandingkan dengan biaya desain custom built kontroler yang spesifik. Di sisi lain, dalam kasus massa-barang yang diproduksi, disesuaikan sistem kontrol ekonomis. Hal ini karena biaya yang lebih rendah dari komponen, yang dapat optimal dipilih bukan sebuah solusi "generik", dan di mana non-berulang biaya rekayasa tersebar di ribuan atau jutaan unit.
Untuk volume tinggi atau sangat sederhana tetap otomatisasi tugas, berbagai teknik yang digunakan. Misalnya, konsumen dishwasher akan dikontrol oleh sebuah Elektromekanik cam waktu biaya hanya beberapa dolar dalam jumlah produksi.
Sebuah desain berbasis mikrokontroler akan sesuai dimana ratusan atau ribuan unit akan diproduksi maka biaya pembangunan (desain pasokan listrik, input / output hardware dan diperlukan pengujian dan sertifikasi) dapat tersebar di banyak penjualan, dan di mana akhir- pengguna tidak akan perlu mengubah kontrol. Otomotif aplikasi contoh, jutaan unit yang dibangun setiap tahun, dan sangat sedikit pengguna akhir mengubah program ini pengendali. Namun, beberapa kendaraan khusus seperti transit bus ekonomi menggunakan PLCs bukan kontrol kustom-dirancang, karena volume yang rendah dan biaya pembangunan akan tidak ekonomis. [9]
Kontrol proses yang sangat kompleks, seperti yang digunakan dalam industri kimia, mungkin memerlukan algoritma dan kinerja yang melampaui kemampuan bahkan performa tinggi PLC. Sangat kecepatan tinggi atau kontrol presisi juga mungkin membutuhkan solusi, misalnya kontrol penerbangan pesawat terbang. Single-board komputer menggunakan semi-disesuaikan atau perangkat keras sepenuhnya proprietary dapat dipilih untuk aplikasi kontrol sangat menuntut dimana perkembangan tinggi dan biaya pemeliharaan dapat didukung. "PLC lunak" berjalan di desktop-jenis komputer dapat antarmuka dengan industri I / O hardware saat mengeksekusi program dalam versi sistem operasi komersial disesuaikan untuk kebutuhan kontrol proses. [9]
Pengendali yang banyak digunakan dalam gerakan kontrol, posisi dan kontrol torsi. Beberapa manufaktur memproduksi gerakan kontrol unit yang akan diintegrasikan dengan PLC sehingga G-kode (melibatkan CNC mesin) dapat digunakan untuk menginstruksikan mesin gerakan. [Rujukan?]
Mungkin termasuk logika untuk single-variabel loop kontrol umpan balik analog, "proporsional, integral, turunan" "kontroler PID" atau. Sebuah loop PID dapat digunakan untuk mengontrol suhu dari proses manufaktur, misalnya. PLC historis biasanya dikonfigurasi dengan hanya beberapa loop kontrol analog, di mana proses yang diperlukan ratusan atau ribuan loops, yang didistribusikan sistem kontrol (DCS) akan digunakan sebagai gantinya. Seperti PLC telah menjadi lebih kuat, batas antara aplikasi DCS dan PLC telah menjadi kurang jelas.
PLC memiliki fungsi yang sama sebagai Remote Terminal Unit. Sebuah RTU Namun, biasanya tidak mendukung algoritma kontrol atau loop kontrol. Sebagai perangkat keras dengan cepat menjadi lebih kuat dan lebih murah, RTUs, PLCs dan DCSs semakin mulai tumpang tindih dalam tanggung jawab, dan banyak vendor menjual RTUs dengan PLC-seperti fitur dan sebaliknya. Standar industri yang telah di blok IEC 61131-3 fungsional untuk membuat program untuk berjalan di RTUs dan PLCs, walaupun hampir semua vendor juga menawarkan alternatif dan eksklusif yang terkait pembangunan lingkungan.
Dalam beberapa tahun terakhir "Keselamatan" PLC sudah mulai menjadi populer, baik sebagai model standalone (Pilz PNOZ Multi Sakit dll) atau sebagai fungsi dan keselamatan-rated hardware ditambahkan ke arsitektur kontroler yang ada (Allen Bradley Guardlogix, Siemens F-series dll ). Ini berbeda dari jenis konvensional PLC sebagai cocok untuk digunakan dalam keselamatan-kritis aplikasi untuk yang PLC secara tradisional telah dilengkapi dengan relay pengaman terprogram. Sebagai contoh, sebuah PLC Keselamatan dapat digunakan untuk mengontrol akses ke sel robot dengan terjebak-tombol akses, atau mungkin untuk mengelola respon shutdown untuk berhenti darurat pada lini produksi konveyor. PLC seperti biasanya memiliki instruksi rutin dibatasi diatur ditambah dengan keselamatan-instruksi khusus dirancang untuk antarmuka dengan berhenti darurat, layar ringan dan sebagainya. Fleksibilitas yang ditawarkan seperti sistem telah menghasilkan pertumbuhan yang cepat dari permintaan untuk kontroler.
[Sunting] Digital dan sinyal analog
PLC baik disesuaikan dengan berbagai otomatisasi tugas. Ini biasanya dalam proses industri manufaktur di mana biaya pengembangan dan pemeliharaan sistem otomatisasi relatif tinggi untuk total biaya otomatisasi, dan di mana perubahan pada sistem akan diharapkan operasional selama hidup. Berisi perangkat input dan output yang kompatibel dengan perangkat percontohan industri dan kontrol, desain listrik sedikit yang diperlukan, dan pusat-pusat desain masalah pada menyatakan dikehendaki pada urutan operasi. PLC aplikasi biasanya sistem yang sangat disesuaikan, sehingga biaya sebuah paket PLC rendah dibandingkan dengan biaya desain custom built kontroler yang spesifik. Di sisi lain, dalam kasus massa-barang yang diproduksi, disesuaikan sistem kontrol ekonomis. Hal ini karena biaya yang lebih rendah dari komponen, yang dapat optimal dipilih bukan sebuah solusi "generik", dan di mana non-berulang biaya rekayasa tersebar di ribuan atau jutaan unit.
Untuk volume tinggi atau sangat sederhana tetap otomatisasi tugas, berbagai teknik yang digunakan. Misalnya, konsumen dishwasher akan dikontrol oleh sebuah Elektromekanik cam waktu biaya hanya beberapa dolar dalam jumlah produksi.
Sebuah desain berbasis mikrokontroler akan sesuai dimana ratusan atau ribuan unit akan diproduksi maka biaya pembangunan (desain pasokan listrik, input / output hardware dan diperlukan pengujian dan sertifikasi) dapat tersebar di banyak penjualan, dan di mana akhir- pengguna tidak akan perlu mengubah kontrol. Otomotif aplikasi contoh, jutaan unit yang dibangun setiap tahun, dan sangat sedikit pengguna akhir mengubah program ini pengendali. Namun, beberapa kendaraan khusus seperti transit bus ekonomi menggunakan PLCs bukan kontrol kustom-dirancang, karena volume yang rendah dan biaya pembangunan akan tidak ekonomis. [9]
Kontrol proses yang sangat kompleks, seperti yang digunakan dalam industri kimia, mungkin memerlukan algoritma dan kinerja yang melampaui kemampuan bahkan performa tinggi PLC. Sangat kecepatan tinggi atau kontrol presisi juga mungkin membutuhkan solusi, misalnya kontrol penerbangan pesawat terbang. Single-board komputer menggunakan semi-disesuaikan atau perangkat keras sepenuhnya proprietary dapat dipilih untuk aplikasi kontrol sangat menuntut dimana perkembangan tinggi dan biaya pemeliharaan dapat didukung. "PLC lunak" berjalan di desktop-jenis komputer dapat antarmuka dengan industri I / O hardware saat mengeksekusi program dalam versi sistem operasi komersial disesuaikan untuk kebutuhan kontrol proses. [9]
Pengendali yang banyak digunakan dalam gerakan kontrol, posisi dan kontrol torsi. Beberapa manufaktur memproduksi gerakan kontrol unit yang akan diintegrasikan dengan PLC sehingga G-kode (melibatkan CNC mesin) dapat digunakan untuk menginstruksikan mesin gerakan. [Rujukan?]
Mungkin termasuk logika untuk single-variabel loop kontrol umpan balik analog, "proporsional, integral, turunan" "kontroler PID" atau. Sebuah loop PID dapat digunakan untuk mengontrol suhu dari proses manufaktur, misalnya. PLC historis biasanya dikonfigurasi dengan hanya beberapa loop kontrol analog, di mana proses yang diperlukan ratusan atau ribuan loops, yang didistribusikan sistem kontrol (DCS) akan digunakan sebagai gantinya. Seperti PLC telah menjadi lebih kuat, batas antara aplikasi DCS dan PLC telah menjadi kurang jelas.
PLC memiliki fungsi yang sama sebagai Remote Terminal Unit. Sebuah RTU Namun, biasanya tidak mendukung algoritma kontrol atau loop kontrol. Sebagai perangkat keras dengan cepat menjadi lebih kuat dan lebih murah, RTUs, PLCs dan DCSs semakin mulai tumpang tindih dalam tanggung jawab, dan banyak vendor menjual RTUs dengan PLC-seperti fitur dan sebaliknya. Standar industri yang telah di blok IEC 61131-3 fungsional untuk membuat program untuk berjalan di RTUs dan PLCs, walaupun hampir semua vendor juga menawarkan alternatif dan eksklusif yang terkait pembangunan lingkungan.
Dalam beberapa tahun terakhir "Keselamatan" PLC sudah mulai menjadi populer, baik sebagai model standalone (Pilz PNOZ Multi Sakit dll) atau sebagai fungsi dan keselamatan-rated hardware ditambahkan ke arsitektur kontroler yang ada (Allen Bradley Guardlogix, Siemens F-series dll ). Ini berbeda dari jenis konvensional PLC sebagai cocok untuk digunakan dalam keselamatan-kritis aplikasi untuk yang PLC secara tradisional telah dilengkapi dengan relay pengaman terprogram. Sebagai contoh, sebuah PLC Keselamatan dapat digunakan untuk mengontrol akses ke sel robot dengan terjebak-tombol akses, atau mungkin untuk mengelola respon shutdown untuk berhenti darurat pada lini produksi konveyor. PLC seperti biasanya memiliki instruksi rutin dibatasi diatur ditambah dengan keselamatan-instruksi khusus dirancang untuk antarmuka dengan berhenti darurat, layar ringan dan sebagainya. Fleksibilitas yang ditawarkan seperti sistem telah menghasilkan pertumbuhan yang cepat dari permintaan untuk kontroler.
[Sunting] Digital dan sinyal analog
Sinyal digital atau diskrit berperilaku sebagai saklar biner, penurut hanya sebuah sinyal Aktif atau Tidak aktif (1 atau 0, Benar atau Salah, masing-masing). Tekan tombol, switch Limit, dan sensor fotoelektrik adalah contoh perangkat yang memberikan sinyal. Sinyal dikirim baik menggunakan tegangan atau saat ini, di mana rentang tertentu yang ditunjuk sebagai On dan lain sebagai Nonaktif. Misalnya, mungkin PLC menggunakan 24 V DC I / O, dengan nilai di atas 22 V DC mewakili Aktif, nilai-nilai di bawah ini mewakili 2VDC Takaktif, dan nilai menengah terdefinisi. Awalnya, PLC hanya diskrit I / O.
Sinyal analog seperti kontrol volume, dengan rentang nilai antara nol dan skala penuh. Ini biasanya diinterpretasikan sebagai nilai-nilai integer (dianggap) oleh PLC, dengan berbagai kisaran akurasi tergantung pada perangkat dan jumlah bit yang tersedia untuk menyimpan data. Sebagai PLCs biasanya menggunakan 16-bit prosesor biner ditandatangani, nilai-nilai integer antara -32768 dan 32767. Tekanan, temperatur, aliran, dan berat sering diwakili oleh sinyal analog. Sinyal analog dapat menggunakan tegangan atau saat ini dengan besarnya proporsional dengan nilai proses sinyal. Sebagai contoh, sebuah analog 0 - 10 V input atau 4-20 mA akan dikonversi menjadi nilai integer 0 - 32767.
Masukan yang kurang peka terhadap kebisingan listrik (yakni dari welders mulai atau motor listrik) dari tegangan masukan.
[Sunting] Contoh
Sebagai contoh, mengatakan fasilitas yang dibutuhkan untuk menyimpan air dalam tangki. Air diambil dari tangki oleh sistem lain, sesuai kebutuhan, dan sistem contoh kita harus mengelola tingkat air di dalam tangki dengan mengontrol katup yang isi ulang tangki. Tampil adalah "tangga diagram" yang menunjukkan sistem kontrol. Sebuah diagram tangga adalah metode menggambar sirkuit kontrol yang pra-tanggal PLC. Diagram tangga menyerupai diagram skematik dari sistem yang dibangun dengan relay elektromekanik. Yang ditampilkan adalah:
Dua input (dari switch tingkat rendah dan tinggi) yang diwakili oleh kontak dari switch mengambang
Sebuah output ke katup mengisi, dicap sebagai katup mengisi yang dikuasai
Sebuah "internal" kontak, mewakili sinyal output ke katup mengisi yang dibuat dalam program ini.
Sebuah skema kontrol logis yang diciptakan oleh interkoneksi dari barang-barang dalam perangkat lunak
Dalam diagram tangga, simbol kontak mewakili keadaan bit dalam memori prosesor, yang sesuai dengan keadaan input fisik ke sistem. Jika masukan diskrit adalah energi, bit memori adalah 1, dan "normal terbuka" kontak dikendalikan oleh bit yang akan melewati logika "yang benar" sinyal ke elemen berikutnya dari tangga. Bit Status internal, sesuai dengan keadaan output diskrit, juga tersedia untuk program tersebut.
Dalam contoh, keadaan fisik dari kontak saklar mengapung harus dipertimbangkan ketika memilih "normal terbuka" atau "biasanya tertutup" simbol dalam diagram tangga. PLC memiliki dua input digital dari float aktif (Tingkat rendah dan Tingkat Tinggi). Pelampung Kedua switch menutup kontak mereka ketika berada di atas tingkat pengaturan mereka.
Ketika tingkat air bawah kedua switch, saklar kontak fisik mengambang terbuka, dan tidak masukan PLC adalah energi. The "biasanya tertutup" simbol kontak digunakan untuk kedua "Rendah" dan "High Level" untuk lulus logika "benar" sinyal melalui anak tangga. Ini menetapkan status keluaran bit dari PLC untuk benar (logika 1) dan kemudian PLC menggunakan output digital untuk membuka katup inlet untuk mengisi tangki. Internal "Valve Isi" kontak kait sirkuit sehingga bahkan ketika "Rendah" masukan hilang saat air mulai naik, katup mengisi tetap pada. Setelah tingkat air meningkat cukup sehingga "High Level" switch off (naik), maka PLC akan menutup jalan masuk untuk menghentikan air dari meluap, ini adalah contoh segel-dalam (menempel) logika. Output disegel dalam sampai kondisi tingkat tinggi istirahat sirkuit. Setelah itu katup mengisi tetap tertutup (tidak aktif) sampai tingkat turun sangat rendah sehingga saklar tingkat rendah diaktifkan, dan proses dijelaskan diulang.
Wikiversity telah belajar materi tentang logic controller Programmable (dasar)
| |
| Tingkat Rendah Tingkat Tinggi Isi Valve |
| ------ [/] ------ | [/] ------ ---------------------- (OUT ) --------- |
| | |
| | |
| | |
| Isi Valve | |
| ------ [] ------ | |
| |
| |
Sebuah program yang lengkap mungkin berisi ribuan anak tangga, dievaluasi secara berurutan. Biasanya prosesor PLC bergantian akan memindai semua input dan output update, kemudian mengevaluasi logika tangga, perubahan input selama scan program tidak akan efektif sampai I / O depan pembaruan. Scan program yang lengkap dapat mengambil hanya beberapa milidetik, jauh lebih cepat daripada perubahan dalam proses terkontrol.
Controller Programmable bervariasi dalam kemampuan mereka untuk "anak tangga" dari sebuah diagram tangga. Beberapa hanya memungkinkan sedikit ouput tunggal. Ada biasanya batas untuk jumlah kontak seri sejalan, dan jumlah cabang yang dapat digunakan. Setiap elemen dari anak tangga tersebut dievaluasi secara berurutan. Jika unsur-unsur mengubah keadaan mereka selama evaluasi anak tangga sebuah, sulit mendiagnosa kesalahan dapat dihasilkan, meskipun kadang-kadang (seperti di atas) teknik berguna. Beberapa implementasi memaksa evaluasi dari kiri-ke-kanan seperti yang ditampilkan dan tidak memungkinkan arus balik dari sinyal logika (dalam multi-bercabang anak tangga) untuk mempengaruhi output.
[Sunting]
Sinyal analog seperti kontrol volume, dengan rentang nilai antara nol dan skala penuh. Ini biasanya diinterpretasikan sebagai nilai-nilai integer (dianggap) oleh PLC, dengan berbagai kisaran akurasi tergantung pada perangkat dan jumlah bit yang tersedia untuk menyimpan data. Sebagai PLCs biasanya menggunakan 16-bit prosesor biner ditandatangani, nilai-nilai integer antara -32768 dan 32767. Tekanan, temperatur, aliran, dan berat sering diwakili oleh sinyal analog. Sinyal analog dapat menggunakan tegangan atau saat ini dengan besarnya proporsional dengan nilai proses sinyal. Sebagai contoh, sebuah analog 0 - 10 V input atau 4-20 mA akan dikonversi menjadi nilai integer 0 - 32767.
Masukan yang kurang peka terhadap kebisingan listrik (yakni dari welders mulai atau motor listrik) dari tegangan masukan.
[Sunting] Contoh
Sebagai contoh, mengatakan fasilitas yang dibutuhkan untuk menyimpan air dalam tangki. Air diambil dari tangki oleh sistem lain, sesuai kebutuhan, dan sistem contoh kita harus mengelola tingkat air di dalam tangki dengan mengontrol katup yang isi ulang tangki. Tampil adalah "tangga diagram" yang menunjukkan sistem kontrol. Sebuah diagram tangga adalah metode menggambar sirkuit kontrol yang pra-tanggal PLC. Diagram tangga menyerupai diagram skematik dari sistem yang dibangun dengan relay elektromekanik. Yang ditampilkan adalah:
Dua input (dari switch tingkat rendah dan tinggi) yang diwakili oleh kontak dari switch mengambang
Sebuah output ke katup mengisi, dicap sebagai katup mengisi yang dikuasai
Sebuah "internal" kontak, mewakili sinyal output ke katup mengisi yang dibuat dalam program ini.
Sebuah skema kontrol logis yang diciptakan oleh interkoneksi dari barang-barang dalam perangkat lunak
Dalam diagram tangga, simbol kontak mewakili keadaan bit dalam memori prosesor, yang sesuai dengan keadaan input fisik ke sistem. Jika masukan diskrit adalah energi, bit memori adalah 1, dan "normal terbuka" kontak dikendalikan oleh bit yang akan melewati logika "yang benar" sinyal ke elemen berikutnya dari tangga. Bit Status internal, sesuai dengan keadaan output diskrit, juga tersedia untuk program tersebut.
Dalam contoh, keadaan fisik dari kontak saklar mengapung harus dipertimbangkan ketika memilih "normal terbuka" atau "biasanya tertutup" simbol dalam diagram tangga. PLC memiliki dua input digital dari float aktif (Tingkat rendah dan Tingkat Tinggi). Pelampung Kedua switch menutup kontak mereka ketika berada di atas tingkat pengaturan mereka.
Ketika tingkat air bawah kedua switch, saklar kontak fisik mengambang terbuka, dan tidak masukan PLC adalah energi. The "biasanya tertutup" simbol kontak digunakan untuk kedua "Rendah" dan "High Level" untuk lulus logika "benar" sinyal melalui anak tangga. Ini menetapkan status keluaran bit dari PLC untuk benar (logika 1) dan kemudian PLC menggunakan output digital untuk membuka katup inlet untuk mengisi tangki. Internal "Valve Isi" kontak kait sirkuit sehingga bahkan ketika "Rendah" masukan hilang saat air mulai naik, katup mengisi tetap pada. Setelah tingkat air meningkat cukup sehingga "High Level" switch off (naik), maka PLC akan menutup jalan masuk untuk menghentikan air dari meluap, ini adalah contoh segel-dalam (menempel) logika. Output disegel dalam sampai kondisi tingkat tinggi istirahat sirkuit. Setelah itu katup mengisi tetap tertutup (tidak aktif) sampai tingkat turun sangat rendah sehingga saklar tingkat rendah diaktifkan, dan proses dijelaskan diulang.
Wikiversity telah belajar materi tentang logic controller Programmable (dasar)
| |
| Tingkat Rendah Tingkat Tinggi Isi Valve |
| ------ [/] ------ | [/] ------ ---------------------- (OUT ) --------- |
| | |
| | |
| | |
| Isi Valve | |
| ------ [] ------ | |
| |
| |
Sebuah program yang lengkap mungkin berisi ribuan anak tangga, dievaluasi secara berurutan. Biasanya prosesor PLC bergantian akan memindai semua input dan output update, kemudian mengevaluasi logika tangga, perubahan input selama scan program tidak akan efektif sampai I / O depan pembaruan. Scan program yang lengkap dapat mengambil hanya beberapa milidetik, jauh lebih cepat daripada perubahan dalam proses terkontrol.
Controller Programmable bervariasi dalam kemampuan mereka untuk "anak tangga" dari sebuah diagram tangga. Beberapa hanya memungkinkan sedikit ouput tunggal. Ada biasanya batas untuk jumlah kontak seri sejalan, dan jumlah cabang yang dapat digunakan. Setiap elemen dari anak tangga tersebut dievaluasi secara berurutan. Jika unsur-unsur mengubah keadaan mereka selama evaluasi anak tangga sebuah, sulit mendiagnosa kesalahan dapat dihasilkan, meskipun kadang-kadang (seperti di atas) teknik berguna. Beberapa implementasi memaksa evaluasi dari kiri-ke-kanan seperti yang ditampilkan dan tidak memungkinkan arus balik dari sinyal logika (dalam multi-bercabang anak tangga) untuk mempengaruhi output.
[Sunting]
untuk info berlanjut hubungi www.centralinvertech.com
.bmp)